



Z tohto článku sa dozviete:
- Hlavné príčiny prasknutia a výmeny otočného krúžku
- Ako predchádzať poškodeniu otočných krúžkov
- Montáž otočného krúžku
- Údržba
- Príčiny poškodenia otočných krúžkov a spôsoby ich predchádzania
Zasekávanie a lámanie zubov sú hlavné problémy spojené s otočnými krúžkami: pre predĺženie ich životnosti sa odporúča dodržiavať určité zásady počas ich návrhu, dopravy, inštalácie a údržby.
Otočné kolesá sa používajú v strojoch, kde sa kabína musí počas prevádzky otáčať vzhľadom na spodný rám stroja, napríklad v pásových a kolových rýpadlách. Tieto ložiská podliehajú cyklickým zaťaženiam s vysokou frekvenciou, krútiacemu momentu generovanému výložníkom a významným zotrvačnostným, axiálnym a radiálnym zaťaženiam, preto je potrebné dbať na zvláštnu opatrnosť, aby sa predišlo rýchlemu opotrebovaniu.
Otočné krúžky sú veľmi veľké a pozostávajú zo štyroch hlavných prvkov:
- Spodný ozubený krúžok
- Horný krúžok
- Valivé prvky (gule usporiadané v jednom alebo dvoch radech alebo valčeky)
- Distančné prvky
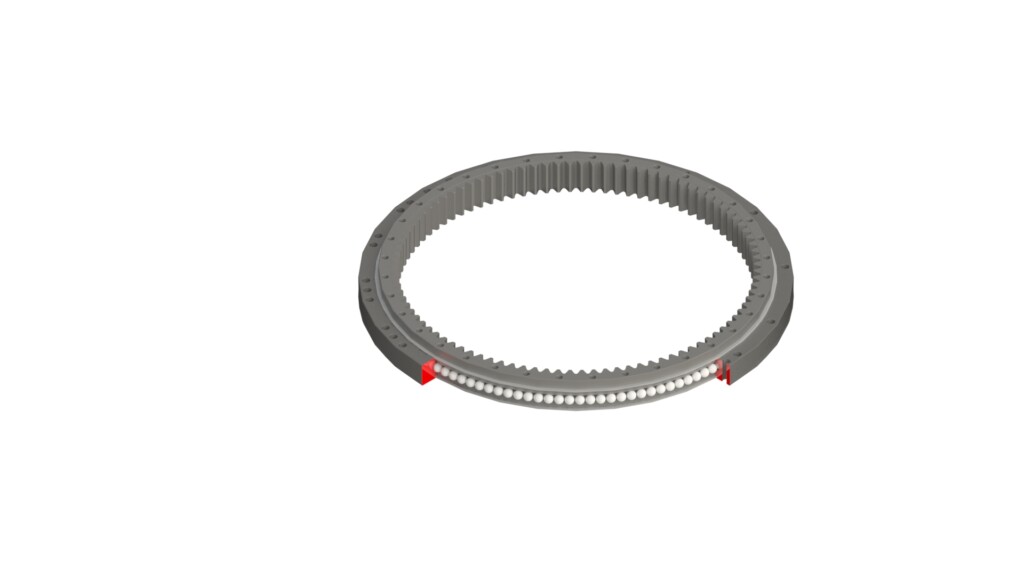
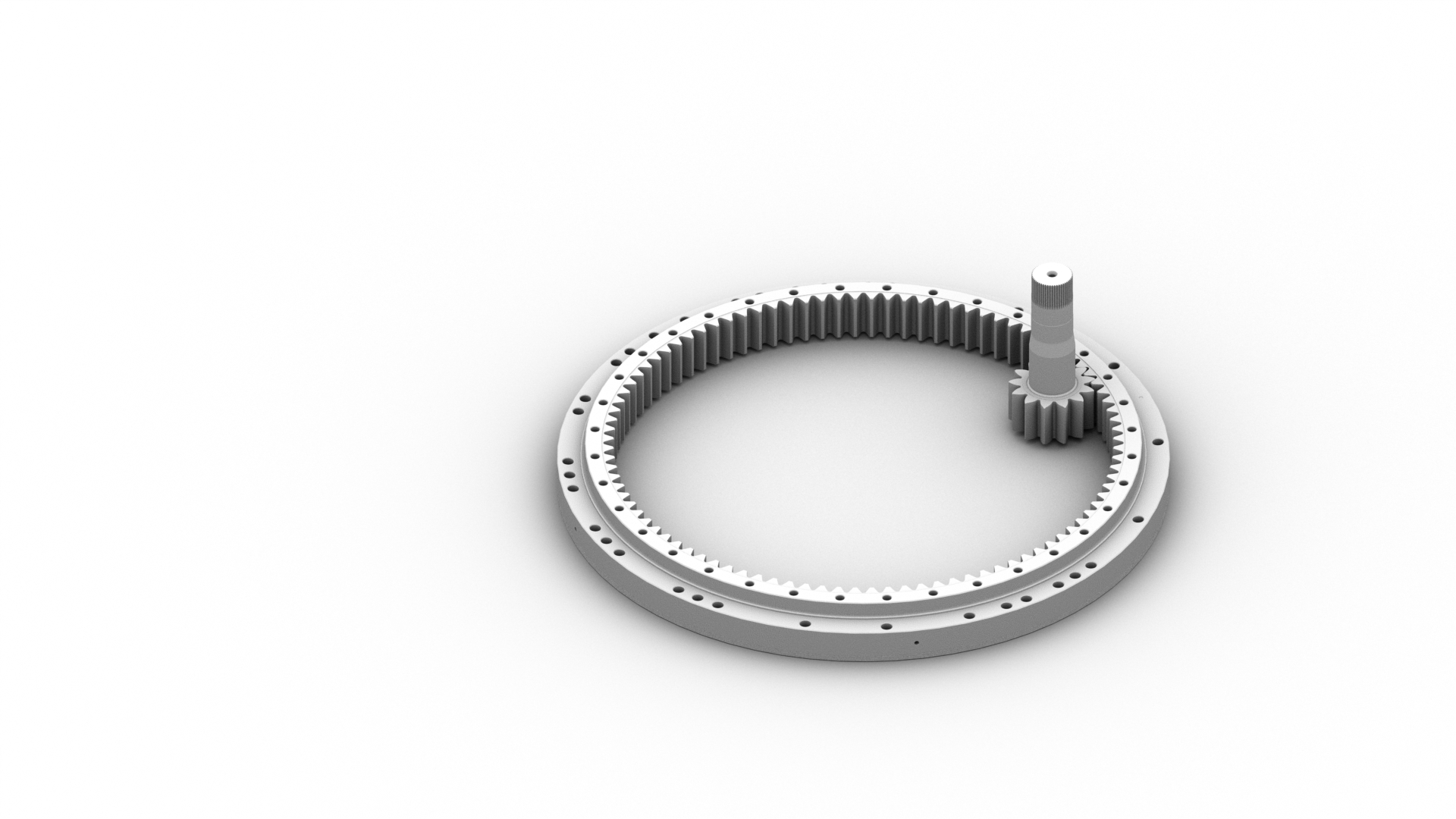
Obidva krúžky majú drážky, nazývané dráhy, s rozmermi a tvarom navrhnutými na udržanie valivých prvkov a príslušných distančných prvkov. V rýpadlách je ozubený krúžok ložiska pripevnený k spodnému nosiču stroja pomocou skrutkových spojov. Horný krúžok, bez ozubenia, je spojený s rámom kabíny. Otočný krúžok umožňuje rotáciu oboch rámov navzájom, pričom pohyb otáčania je riadený redukčnou prevodovkou. Redukčná prevodovka je namontovaná na ráme kabíny a má pastorek v súlade so zubami ložiska na poháňanie pohybu.
Hlavné príčiny prasknutia a výmeny otočného krúžku
Najčastejšou príčinou výmeny otočného krúžku je prasknutie jedného alebo viacerých zubov na spodnom krúžku. To znemožňuje prevádzku, pretože počet poškodených zubov rýchlo rastie. Hlavnou príčinou je zhoršenie alebo porucha brzdového systému pohonnej prevodovky. Ak tento systém nie je účinný pri zmene smeru otáčania kabíny, otočenie krútiaceho momentu pôsobiaceho na zuby ich ohýba za rámec projektových špecifikácií. Riziko prasknutia je najvyššie, keď je lopatka zaťažená a otáčky sú vysoké.
Ďalším problémom, ktorý sa môže vyskytnúť, je zasekávanie ložiska. Napriek vysokým zaťaženiam, ktorým sú otočné krúžky vystavené, je pomer prierezovej plochy k priemeru relatívne malý. To spôsobuje, že sú náchylné na deformácie, ak nie sú primerane podložené. Preto je dôležité, aby spojovacia konštrukcia bola dostatočne tuhšia, podporné plochy boli primerane rovné a upevňovací systém bránil deformácii pri veľkom zaťažení. Inak okrem rizika zasekávania ložiska vzniká aj nebezpečenstvo trvalého poškodenia valivých dráh.
Ako predchádzať poškodeniu otočných krúžkov
Životnosť otočných krúžkov sa dá zvýšiť dodržiavaním niekoľkých osvedčených postupov. Začína sa to výberom materiálov pri výrobe a zahŕňa správnu montáž na rýpadle a efektívnu pravidelnú údržbu, ktorá môže výrazne znížiť predčasné opotrebovanie.
NEZABUDNITE
Aby sa predišlo prasknutiu a zasekávaniu otočných krúžkov, je kľúčové dodržiavať zásady správnej montáže, pravidelnej údržby a používanie vhodných materiálov a tepelného spracovania.
Materiály a tepelné spracovanie
Výber materiálov a tepelného spracovania je rozhodujúci pre dosiahnutie pevných, trvácnych otočných krúžkov, najmä pokiaľ ide o životnosť zubov. Zvyčajne sa používajú dva druhy ocele: 42CrMo4 kalená na R=90–100 kgf/mm pre vnútorné krúžky a C45 kalená na R=70–80 kgf/mm pre vonkajšie krúžky.
Je tiež nevyhnutné aplikovať povrchové tepelné spracovanie v najviac zaťažených oblastiach ložiska, ktorými sú dráhy valivých prvkov a zuby vnútorného krúžku. Proces indukčného kalenia zvyšuje odolnosť zubov proti ohybu a opotrebeniu na styčných plochách. Valivé dráhy sa obrábajú rovnakým spôsobom, aby sa zabránilo opotrebovaniu spôsobenému nepretržitým pohybom pohyblivých častí.
Doprava a skladovanie
Aby sa predišlo nárazom a poškodeniam, najmä radiálneho charakteru, musí byť otočný krúžok uzavretý v pevnom obale a prepravovaný vodorovne. Počas skladovania musia byť obal a ložisko uložené v suchom priestore, chránené pred poveternostnými vplyvmi, ktoré môžu spôsobiť koróziu. Pri rozbaľovaní treba dávať pozor, aby sa nepoškodili tesnenia, a odmastiť ložisko bežne dostupnými riedidlami bez chlórov, pretože chloridy sú škodlivé pre povrchy.
Montáž otočného krúžku
Proces výmeny poškodeného otočného krúžku zahŕňa určité prípravné kroky na správnu inštaláciu nového ložiska. Počas demontáže je dôležité:
- Odstrániť všetky nečistoty a usadeniny z podkladovej plochy ložiska.
- Skontrolovať stav konštrukcie, ku ktorej bude ložisko pripevnené (má to zásadný význam pre správnu funkciu a životnosť samotného ložiska).
- Overiť, či sa styčné plochy nepoškodili počas prevádzky stroja alebo demontáže (nevhodná rovnobežnosť môže spôsobiť zasekanie ložiska).
Po vykonaní týchto kontrol je možné ložisko umiestniť na spodný rám stroja. Pre dosiahnutie správnej a efektívnej orientácie je potrebné riadiť sa označeniami na ložisku. Všetky otočné krúžky majú prechodovú zónu na začiatku a na konci kalenia, ktorá je najcitlivejšou oblasťou. Je nevyhnutné, aby prechodové body kalenia boli umiestnené čo najďalej od oblasti maximálneho zaťaženia počas prevádzky stroja.
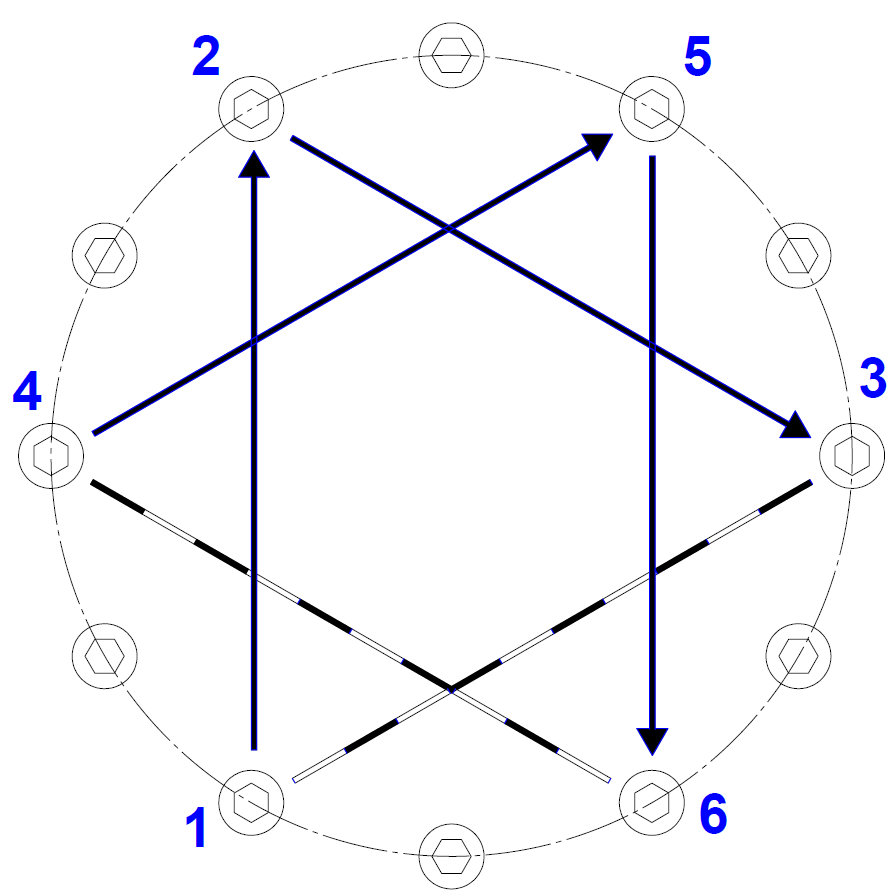
Pred začatím upevňovania ložiska k rámu je potrebné skontrolovať, či sú upevňovacie skrutky v súlade so špecifikáciami uvedenými v návode výrobcu. Dôležité je tiež skrutky predtým namazať a použiť rovné, tuhšie podložky. Následne sa mierne dotiahnu skrutky prvého krúžku (spodného krúžku) v poradí podľa nižšie uvedeného obrázka, aby sa zabránilo napätiu alebo deformácii samotného krúžku. Po dotiahnutí skrutiek sa operácia dokončí aplikáciou krútiacich momentov skrutiek uvedených v návode výrobcu pomocou príslušného momentového kľúča.
POZOR
Najčastejšou príčinou porúch otočných krúžkov je nesprávna činnosť brzdového systému pohonnej prevodovky, čo vedie k prasknutiu zubov a vážnym poškodeniam.
Excentricita otočného krúžku a montáž pastorka
Po druhé je potrebné zohľadniť excentricitu otočného krúžku, aby sa predišlo zasekaniu pohonnej prevodovky alebo predčasnému opotrebovaniu zubov. Vzhľadom na nízky pomer hrúbky k priemeru majú ložiskové krúžky tendenciu deformovať sa počas tepelného spracovania. Hoci to negatívne neovplyvňuje kvalitu výroby, dodáva im tvar mierne eliptický, nie okrúhly.
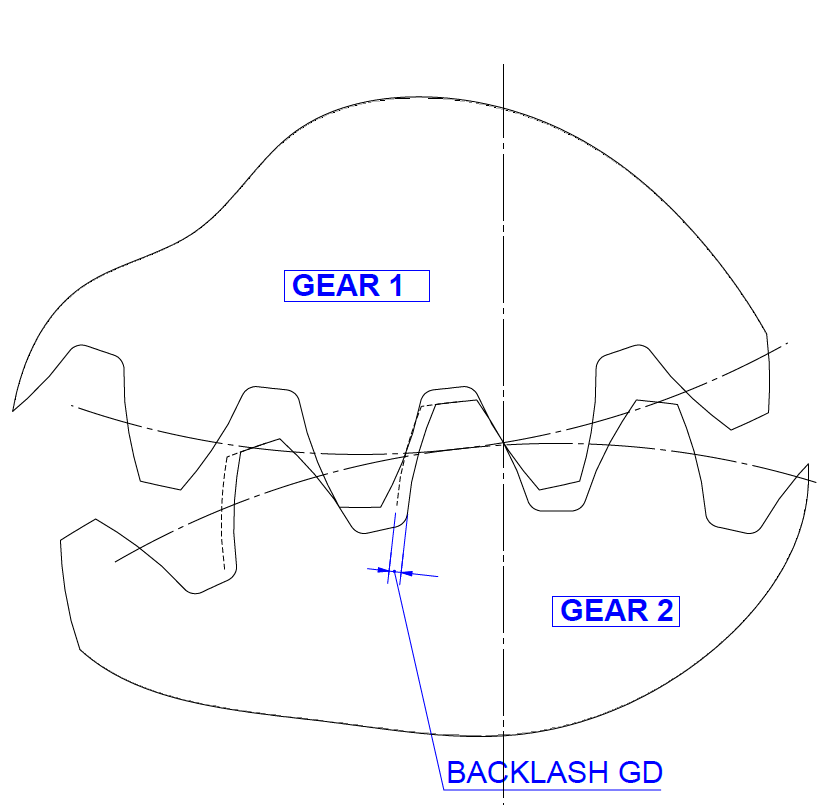
Počas montáže sa musí skontrolovať vertikálne nastavenie ložiska a pastorka. Aj keď má stroj viac než jeden pastorek, spojka by mala byť umiestnená v bodoch maximálnej excentricity ložiska. Body najväčšej excentricity sú na ložisku označené tromi zubami natrievanými na žlto. Umožňuje to kalibráciu vôľ medzi dvoma súpravami zubov v bode maximálnej vzdialenosti medzi týmito komponentmi. Dosahuje sa to nastavením vôľ medzi stranami zubov krúžku a pastorka tak, aby vôľa bola najmenej [(0,05 * M)] mm, kde M označuje modul zuba.
Po inštalácii sa odporúča niekoľkokrát otočiť systém, aby sa skontrolovalo, či je spojka správne nastavená a či sa nevyskytuje nadmerný hluk spôsobený nesprávnym záběrom. Po kontrole a pred spustením otáčania kabíny je potrebné namazať zuby s dôrazom na úplné pokrytie strán všetkých zubov.
Na záver sa odporúča zmerať a zaznamenať vôľu stroja. Meranie sa vykonáva pomocou komparátora umiestneného, ako je znázornené na obrázku, medzi horným a spodným krúžkom čo najbližšie k valivej dráhe, aby sa minimalizoval vplyv elastických deformácií v spojovacej konštrukcii. Po nastavení a vynulovaní komparátora sa stroj uvedie do stavu maximálneho zaťaženia a zmerajú sa zmeny spôsobené vôľou. Najvyššia nameraná hodnota v rôznych uhlových polohách predstavuje počiatočnú vôľu stroja a bude referenčnou hodnotou pre budúce merania, ktoré sú potrebné na monitorovanie stavu otočného krúžku.
Príčiny poškodenia otočných krúžkov a spôsoby ich predchádzania
| Príčina poškodenia | Popis | Spôsob predchádzania |
|---|---|---|
| Prasknutie zubov | Najčastejšie spôsobené zhoršením brzdového systému pohonnej prevodovky. | Pravidelná kontrola a údržba brzdového systému. |
| Zasekávanie ložiska | Vyplýva z deformácie ložiska pri nedostatočnej podpore. | Zabezpečiť primeranú tuhosť spojovacej konštrukcie a rovnosť podporných plôch. |
| Nesprávna montáž | Nesprávne dotiahnutie skrutiek alebo chybná orientácia prvkov počas montáže. | Dodržiavanie montážnych postupov, použitie rovných podložiek a namazaných skrutiek. |
| Nesprávna údržba | Chýbajúce pravidelné mazanie, dotiahnutie skrutiek a kontrola stavu tesnení. | Pravidelné revízie, mazanie a výmena poškodených tesnení. |
| Zlé skladovacie podmienky | Vystavenie poveternostným vplyvom vedúcim ku korózii a poškodeniam. | Skladovanie v uzavretých, suchých priestoroch, ochrana pred poveternostnými vplyvmi. |
